




DE - 3D Druck
PROBLEM
Durch die löchrige Membran ist Harz auf das Glas gelaufen und alles ist auf dem Bildschirm ausgehärtet. Der Behälter kann nicht mehr entfernt werden, ohne die Membran zu zerreißen.
1.-REINIGUNG
Nehmen Sie eine große Spritze (in der Apotheke erhältlich) und saugen Sie das Harz aus dem Behälter ab. Entleeren Sie die Spritze in die Flasche mit Trichter und Filter, damit keine ausgehärteten Rückstände versehentlich in das Harz in der Flasche gelangen.
Beenden Sie die Reinigung, indem Sie die Harzreste mit einem Spachtel entfernen und diese ebenfalls mit der Spritze absaugen.
Wischen Sie den Behälter anschließend vorsichtig mit einem Papiertuch ab. Entfernen Sie alle flüssigen Harzreste gründlich und achten Sie darauf, dass keine Flüssigkeitsreste zurückbleiben, die auf den Bildschirm tropfen könnten.
2.-ENTFERNEN SIE DEN BEHÄLTER & ERSETZEN SIE DIE MEMBRAN
Entfernen Sie den Behälter aus dem Drucker, wobei die Membran wahrscheinlich reißen wird.
Entfernen Sie die Membran aus dem Behälter, reinigen Sie den Rahmen des Behälters und ersetzen Sie die Membran.
3.-REINIGEN SIE DEN BILDSCHIRM
Das auf dem Bildschirm ausgehärtete Harz muss entfernt werden. Verwenden Sie je nach Dicke der Harzrückstände ein kleines Metall- oder Kunststoffinstrument. Wichtig ist, dass Sie den Bildschirmschutz nicht beschädigen, da er sonst ersetzt werden muss, was schwierig ist (vergleichbar mit dem Austausch eines Smartphone-Schutzes, es dürfen keine Staubpartikel oder Luftblasen zwischen dem Bildschirm und dem Schutz verbleiben).
4.-DRUCKEN
Nun sind Sie bereit, einen neuen Druckvorgang zu starten.
Wenn eine Membran häufig an derselben Stelle ein Loch bekommt, ist möglicherweise die Kalibrierung der Platte fehlerhaft. Wenn ein Bereich immer an derselben Stelle zu stark drückt, wird die Membran an dieser Stelle schneller beschädigt. Wenn Sie immer an derselben Stelle drucken, verschleißt die Membran ebenfalls an dieser Stelle, aber nicht an anderen Stellen (variieren Sie häufig die Druckpositionen).
Wir wünschen Ihnen viel Spaß mit Ihrem XIP!
WARUM?
Die Löcher in der Membran entstehen durch polymerisierte Harzstücke oder Rückstände, Verunreinigungen, die während des Druckvorgangs gegen die Folie gedrückt werden und diese durchlöchern. Zu Beginn des Druckvorgangs sind es in der Regel die Platten, die diese Verunreinigungen zerdrücken und Löcher in die Folie bohren. Während des Druckvorgangs wird das Harz, das die neue Druckschicht bildet, unter das zu druckende Teil gedrückt und bohrt Löcher in die Folie, wenn es mit diesen Rückständen verunreinigt ist.
WAS IST ZU TUN?
Das Harz muss mit den dafür vorgesehenen Filtern gefiltert werden. Vergewissern Sie sich, dass das Harz in Ihrer Flasche nicht ebenfalls bereits durch Rückstände verunreinigt ist. Ist dies der Fall, filtern Sie das gesamte Harz.
Wenn Sie mit Stützstrukturen drucken, lösen sich häufig kleine Stücke der Stützstrukturen und verunreinigen das Harz. Filtern Sie daher entsprechend und achten Sie auf dieses potenzielle Problem.
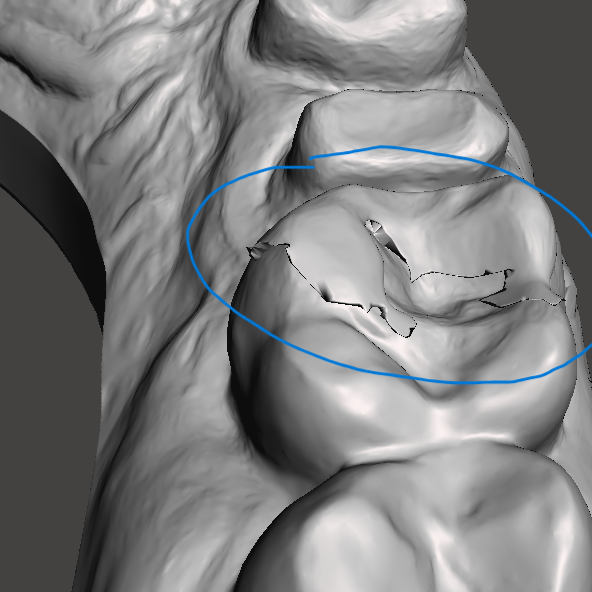
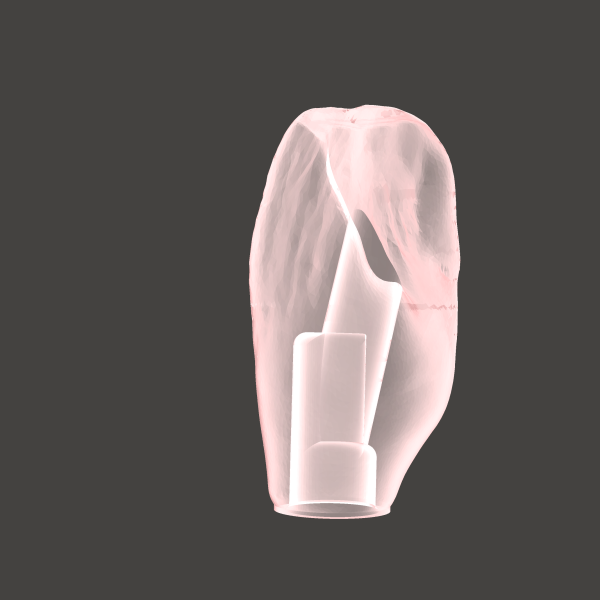
Wenn Sie Modelle mit digitalen Abdruckfehlern drucken (kleine spitze Ausbrüche – siehe diesen Artikel und diese Beispiele), lösen sich diese Ausbrüche häufig ab und brechen oder bleiben an der Membran haften, da sie nicht mit dem Rest des Modells verbunden sind. Reinigen Sie Ihre Modelle und achten Sie auf Verformungen und Ausbrüche Ihrer Modelle – Abdrücke.
Ihre Modelle und gedruckten Teile sollten leicht, aber nicht zu stark an der Druckplatte haften. Wenn sie zu stark haften, lassen sich Ihre Teile nur schwer ablösen. Wenn sie nicht stark genug haften, lösen sich Ihre Teile während des Druckvorgangs und Sie müssen den Vorgang wiederholen.
DIE TEILE HAFTEN ZU STARK
Wenn Ihre Teile zu stark haften, ist oft die Oberfläche Ihrer Druckplatte zu rau. Verwenden Sie einen Scheuerschwamm für Geschirr und glätten Sie die Oberfläche nach und nach durch mehrere aufeinanderfolgende Versuche. Gehen Sie nicht zu schnell vor, da Sie sonst die Haftung verlieren und anschließend das gegenteilige Problem haben könnten ;-)
DIE TEILE HAFTEN NICHT AN DER PLATTE
Ihre Druckplatte ist wahrscheinlich zu glatt. Verwenden Sie hochwertiges Schleifpapier der Körnung „300”, um das Metall abzuschleifen (Achtung, dieses Schleifpapier darf während des Vorgangs keine Körner verlieren). Reinigen Sie Ihre Platte in jedem Fall vor und nach dem Schleifen sehr sorgfältig mit Isopropylalkohol. Sie möchten auf keinen Fall, dass Schleifkörner auf der Oberfläche der Platte zurückbleiben und Ihre Membran durchlöchern oder Ihr Harz verunreinigen!
KONTAKTIEREN SIE DIE HOTLINE FÜR WEITERE HILFE
Wir haben noch weitere Möglichkeiten, die Haftung auf der Druckplatte zu verändern, und beraten Sie gerne bei der Anpassung dieser Einstellung.